油圧機器・油圧機器部品の株式会社協立製作所
ホーム > 協立製作所の技術紹介 > 旋盤加工

旋盤加工
ここでは、協立製作所の旋盤加工の技術を外径と内径の2種類に分けて紹介しています。
端面切削
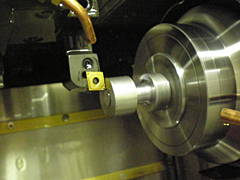
加工ワーク(材料)を回転させ、刃物をワークの中心に移動させワークの端の表面を加工します。回転数、切削速度を一定に保つことにより綺麗な仕上げ面にすることが出来ます。
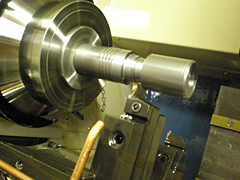
外径切削
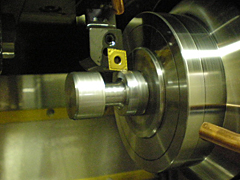
回転させたワークの外側に刃物を押し当て、まさに皮を剥くような加工です。他には面取り加工も同じ部類になります。協立製作所では、端面切削の刃物で外径も加工するのがほとんどです。これは刃物交換の手間を省くためです。
外径溝切削
回転させたワークの外側から中心に向かって刃物を押し当てていくことで溝を加工します。刃物によって溝形状が決まることがほとんどで、V型の溝も協立製作所では加工しています。
内径切削
外径とは反対に、回転させたワークの内側から刃物を当て内側の皮を剥くような加工です。協立製作所では、熱処理後の硬い金属でも切削でき面粗度も良い加工技術を持っています。さらに切り粉の処理にも工夫をしています。
内径溝切削
ワークを回転させ、内側から外側に向かって刃物を移動させ溝を切削します。溝の幅が大きかったり深い溝だと切り粉がたまりやすく、刃物が破損してしまうので大惨事です。切り粉が繋がらないようにするのがポイントです。
穴あけ&ねじ切り

ワークを回転させ正面からドリルやタップ(ネジの刃物)を押し当て切削します。簡単そうにはみえますが、ワークとドリル、タップの中心が一致していないと穴が曲がったりネジが大きくなったり刃物が破損してしまうので注意が必要です。
株式会社 協立製作所
茨城県筑西市三郷1239TEL : 0296-57-6151
Copyright © 2008 Kyoritsu,LTD. All Rights Reserved.
