東海道五十三次旅日記(22)

桑名は慶長6年(1601年)に藩主となった本田忠勝が整備した城下町で、現在は九華公園となっている桑名城跡がある。今日の宿泊地は桑名駅近くのビジネスホテル「桑名グリーンホテル」に午後5時前に着いた。およそ10時間かかったが、すぐに足を冷やして、シャワーを浴び、汗を洗い流した。食事の店の案内図をホテルのフロントで手に入れ、目指すは桑名名物の桑名の焼き蛤だ。
 早速、ビールと焼き蛤3個と、蛤ラーメンを食べた。ラーメンは蛤の出汁がしっかり出ていて、スープは絶品だった。残念ながらラーメンの麺にコシがなく、触感も若干べたつきが残る感じがした。食後、部屋に戻り、翌日の準備を行い、天気予報を確認した。翌日の亀山宿の天気予報では、午後1〜2時頃に雨が降るとのこと。雨が降る前に亀山のホテルに到着するように、朝4時に出発し、到着時間を12:00と予想して、雨の回避を優先した。雨具を確認し、9時に就寝した。
早速、ビールと焼き蛤3個と、蛤ラーメンを食べた。ラーメンは蛤の出汁がしっかり出ていて、スープは絶品だった。残念ながらラーメンの麺にコシがなく、触感も若干べたつきが残る感じがした。食後、部屋に戻り、翌日の準備を行い、天気予報を確認した。翌日の亀山宿の天気予報では、午後1〜2時頃に雨が降るとのこと。雨が降る前に亀山のホテルに到着するように、朝4時に出発し、到着時間を12:00と予想して、雨の回避を優先した。雨具を確認し、9時に就寝した。東海道五十三次旅日記(21)

10日目5/4火曜日 知立宿出発 朝、5時に起床して、ストレッチしてから今日の予定と天気予報を確認した。桑名宿まで43㎞ 9時間30分の道のりだ。最初は間の宿有松、鳴海宿、宮宿、桑名宿と行く。桑名宿からは伊勢・近江路に入り、京都はもう間もなくだ。ホテルで朝食を取り7時に出発した。9時過ぎに間の宿(あいのしゅく)有松に入った。間の宿とは、幕府の駅制下では基本的に宿場以外での宿泊は禁止されていたので、宿場間の距離が長い場合や、峠越えなどの難路の場合、宿場間に休憩用の「宿」がおかれ「間の宿」と呼ばれていた。名鉄名古屋本線の有松駅の南側と国道1号線に挟まれて並行する旧東海道を行くと、江戸時代さながらの趣のある町並みが整備されて残っていた。江戸時代絞り染めの手拭いや浴衣などを、道中の土産に求めていたと云う。


東海道五十三次旅日記(20)
東海道五十三次旅日記

間もなく赤坂宿に入った。赤坂宿は遊興地としての色合いが強く、広重の東海道五十三次も、風景が多い中にあって、御油と赤坂では旅の風俗が生き生きと描かれ、赤坂宿では旅籠の様子が詳細に描かれ、今日と同様、女性が多く旅していたことがうかがわれると云う。宿に入ってすぐ関川神社があり、境内に芭蕉の句の石碑の「夏の月 御油よりいでて 赤坂や」と刻まれていた。夏の夜は短くすぐに明けてしまうということを、御油・赤坂の距離の短さと松並木の美しさで表現した句だと云われている。藤川宿に入り、脇本陣跡の隣に立つ資料館に立ち寄ったが、靴を脱がなくてはいけないので、中をのぞいて上がるのをやめ、先を急いだ。藤川宿に入り、脇本陣跡に立つ資料館を覗いたが、靴を脱がなくてはいけないので、先を急ぐため上がるのを止め、岡崎宿に向かった。ここまでが日本橋から314kmの道標を見ながら岡崎市に入った。左手に公園の中の岡崎城が見えた。

ここ岡崎宿は徳川家康出生の城と呼ばれた岡崎城の城下町で、矢作川にかかる八帖橋の左手に八丁味噌の郷と記された大きな店と老舗の店が立ち並んでいた。橋を渡り終えるとそこには日吉丸と呼ばれていた豊臣秀吉と野武士の統領であった蜂須賀子六の「出会い像」の石像が建立してあった。その後15時20分に知立市に入り、16時にホテルルートイン知立に到着し、チェックイン後、すっかりルーティンになった足を冷やすことと、ストレッチを行いホテル内のレストランで食事をした。部屋に戻り、翌日の準備と天気予報を確認し、9時に就寝した。
東海道五十三次旅日記(19)
9日目5/3月曜日
御油宿出発

朝4時に起床。今日の工程はおよそ37kmと短めなので、前日にコンビニで買った朝食をゆっくり食べ、余裕を持って7時に出発した。しかしホテルから旧道に出ようとナビを見たが、自分の位置が分からない。何度か行ったり来たりしながら、ようやく国道一号線にでた。ここから旧東海道に出て、順調に歩き始めたが、自分の頭にある地図と歩いている道に違和感がある。歩き始めてから1時間半御油駅の看板が見えた。これで分かった。前日泊まったホテルの位置を勘違いしていた。計画段階で御油駅近郊にホテルが見つからない。やむを得ず御油駅から5.5km先のホテルを予約したが、これが間違いだった。泊まったホテルは御油駅手前に位置していた。良く調べてみると御油駅から三つ手前の諏訪町駅近くだった。計画段階での失敗だった。予定より多い距離を歩くことになったが、気を取り直して赤坂宿に向かった。赤坂宿は宿場町で御油宿との距離が一番短い宿場である。 江戸時代からの松で知られる御油の松並木600m続く

御油宿の国の天然記念物の松並木は旧街道の風情を味わいながら、このような松並木保存されていることに、感心しながら進んでいくと、小さな案内板に「御油松並木愛好会と御油小学校の卒業生が記念に苗木を毎年植えている」と説明があった。ちなみに、「東海道中膝栗毛」の弥次郎兵衛が狐に化かされる話の舞台はこの御油である。資料館に立ち寄り説明文をいただいた。御油の松並木は江戸時代の初めに東海道の並木として御油・赤坂宿間に整備され、幕府によって管理されていたと云う。明治に入って宿場制度が解体され、管理の所在がはっきりしなくなったが、 地元御油町で管理を続けてきた。その後太平洋戦争のため全国的に多くの松が燃料として切り倒されていることを憂慮し、御油町の人達が並木を存続させるため、天然記念物指定を受ける働きかけを行った。その結果、東海道の松並木として代表的なものと言う理由により、昭和19年に国指定の天然記念物になったと云う。昭和47年松並木愛護会が発足し、昭和50年に大規模な松の補植が行われ、江戸時代の並木景観を現在もなおとどめていると云う。しかし昔の宿場町の面影はない。
東海道五十三次旅日記(18)
8日目(5/2)日曜日 舞阪宿出発
4時起床。天気予報の確認したところ、曇り時々雨だ。今日の計画は新井宿、白須賀宿、二川宿、吉田宿、そして宿泊地の御油宿だが、天気が不安定なので、白須賀宿は行かずに新居宿から直接二川宿に向かうことにした。その方が距離は短縮できるし、雨を回避できる可能性が高い。一通り今日の計画を見直してから6時半に朝食会場に行った。久しぶりの朝食バイキングは感染防止のため、マスクと薄手の手袋をつけて、食べ物をトレイに盛り付け、約2mの間隔を空けてテーブルについて、朝食をとった。今日は御油宿のビジネスホテル「コンホートホテル豊川」まで35㎞と比較的短いので7時半にホテルを出た。正面に弁天島駅があり、西に歩いて行った。浜名湖にかけてある中浜名橋、西浜名橋を渡り終えると、新居関所跡に着いた。1時間もかからない距離だ。新居関所は箱根関所と並ぶ東海道の重要地点に位置付けられていたという。現在の遺構は幕末の安政2年(1855年)に再建されたもので、江戸時代の建物が残るのは全国でも新居関所だけだという。番所が公開され、資料館が併設されていた。新居関所を後にして二川宿に向かうが、ここからはガイド本にないルートだ。ナビで二川宿手前の東海道本線の新所原駅にセットし、約9kmの距離だ。旧所名跡等ない山間部と田んぼが広がる田園風景の道を歩く。遠くに大きな工業団地が見え、有名なオートバイのメーカー2社の看板が見えた。更に歩き続け細い道に出たところ「豊田佐吉記念館」の看板があった。トヨタグループの礎を築いた佐吉翁の記念館だ。
東海道五十三次旅日記(17)
東海道五十三次旅日記(17)
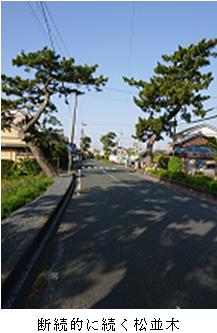
 天竜川には新天竜川橋と古い天竜川橋の2つがある。ナビの通りに古い橋の道を行って手前で右に曲がるのだが、1つ手前を間違って曲がった為、歩道がある新天竜川橋に行くことが出来ない。歩道は見えるのだが、ショートカットできるような道はなかった。再度ナビを使い、30分程遠回りをして新天竜川橋の歩道に出ることが出来た。天竜川は川幅の大きな川で渡りきるのに11分かかった。その後、断続的に松並木の旧街道を歩き続けた。浜松市内に入り昼食を取ることにした。11時50分に浜松駅前にあるうなぎ専門店の「うなぎ八百徳本店」に入った。この店は明治から創業で友人から教えてもらった。鰻重を注文し、美味しく頂いた。40分の休憩を取って、12時30分に出発。店を出たところ目の前に「本田宗一郎創業の地」の石碑が立ってあった。想像もしないところに石碑を発見するのも一人旅の醍醐味である。目的地の舞阪宿のホテルまで13km約3時間だ。徳川家康の居城浜松城はすぐ近くにあるのだが、日程通り京都に到着するのを最優先にしているので、先を急いだ。出発後間もなく雨が降ってきた。小雨なので90分くらい傘をさして歩いた。春日神社を過ぎると、間もなく舞阪駅だ。舞阪宿は浜名湖の渡しを控えた宿場で貴重な脇本陣が残る。脇本陣は東海道に現存する唯一の遺構で、大名用の上段の間を備えた見事な建物であると云う。舞阪駅の近くから始まる松
天竜川には新天竜川橋と古い天竜川橋の2つがある。ナビの通りに古い橋の道を行って手前で右に曲がるのだが、1つ手前を間違って曲がった為、歩道がある新天竜川橋に行くことが出来ない。歩道は見えるのだが、ショートカットできるような道はなかった。再度ナビを使い、30分程遠回りをして新天竜川橋の歩道に出ることが出来た。天竜川は川幅の大きな川で渡りきるのに11分かかった。その後、断続的に松並木の旧街道を歩き続けた。浜松市内に入り昼食を取ることにした。11時50分に浜松駅前にあるうなぎ専門店の「うなぎ八百徳本店」に入った。この店は明治から創業で友人から教えてもらった。鰻重を注文し、美味しく頂いた。40分の休憩を取って、12時30分に出発。店を出たところ目の前に「本田宗一郎創業の地」の石碑が立ってあった。想像もしないところに石碑を発見するのも一人旅の醍醐味である。目的地の舞阪宿のホテルまで13km約3時間だ。徳川家康の居城浜松城はすぐ近くにあるのだが、日程通り京都に到着するのを最優先にしているので、先を急いだ。出発後間もなく雨が降ってきた。小雨なので90分くらい傘をさして歩いた。春日神社を過ぎると、間もなく舞阪駅だ。舞阪宿は浜名湖の渡しを控えた宿場で貴重な脇本陣が残る。脇本陣は東海道に現存する唯一の遺構で、大名用の上段の間を備えた見事な建物であると云う。舞阪駅の近くから始まる松 並木は、街道の両側におよそ700mも続く情緒あふれる場所である。次の駅の弁天島駅の前にある宿泊地「浜名湖弁天リゾートオーシャン」に着いた。しかしホテル名が予約したのと微妙に違うので、ホテル玄関口にいたホテルの人に、ホテル名の確認をしたところ、間違いはなかった。しかし駐車場の使用の有無を確認するためだと思うが、お車ですかと聞かれた時にはなぜか不愉快になった。リュックを背負い帽子をかぶって歩いてきたのに、またこの服装でお車ですかはないでしょうと思った。皮肉を言いたいところだが、疲れていたので、早くチェックインし足を冷やしたかった。いままではビジネスホテルに宿泊したが、大浴場のあるホテルは足を伸ばすことが出来るので、足の疲れを取るのに良い。食事はホテル側の方針で密を避けるためルームサービスとの事だった。今日を振り返ると到着は予定より40分おくれて午後3時40分だった。途中足裏が痛くなったので、確認したところ両足踵の外側に大きな水膨れがあり、右足の人さし指と中指の間にも水ぶくれができていた。治療を行い9時に就寝した。
並木は、街道の両側におよそ700mも続く情緒あふれる場所である。次の駅の弁天島駅の前にある宿泊地「浜名湖弁天リゾートオーシャン」に着いた。しかしホテル名が予約したのと微妙に違うので、ホテル玄関口にいたホテルの人に、ホテル名の確認をしたところ、間違いはなかった。しかし駐車場の使用の有無を確認するためだと思うが、お車ですかと聞かれた時にはなぜか不愉快になった。リュックを背負い帽子をかぶって歩いてきたのに、またこの服装でお車ですかはないでしょうと思った。皮肉を言いたいところだが、疲れていたので、早くチェックインし足を冷やしたかった。いままではビジネスホテルに宿泊したが、大浴場のあるホテルは足を伸ばすことが出来るので、足の疲れを取るのに良い。食事はホテル側の方針で密を避けるためルームサービスとの事だった。今日を振り返ると到着は予定より40分おくれて午後3時40分だった。途中足裏が痛くなったので、確認したところ両足踵の外側に大きな水膨れがあり、右足の人さし指と中指の間にも水ぶくれができていた。治療を行い9時に就寝した。東海道五十三次旅日記(16)
東海道五十三次旅日記
7日目(5/1)土曜日 掛川宿出発
午前3時に起床、軽くストレッチを行い、前日にコンビニで買ったお握りと菓子パン、そして野菜ジュースで朝食を済ませた。本日、宿泊の舞阪宿にある「浜名湖弁天リゾート・ジ・オーシャン」まで42㎞、約9時間の道のりだ。到着地の天気予報は午後3時頃から小雨の予報なので、雨が降る前に到着するように、朝5時に出発した。到着時間は午後3時を予定。今日は掛川宿から袋井宿、見附宿、浜松宿、舞阪宿の道のりだ。最初の袋井宿は東海道五十三次のちょうどど真ん中の27番目の宿場である。掛川宿から断続的に続く松並木は久津部(くつべ)あたりで、終わりになるという。出発前にナビとガイド本の絵地図を確認、ホテルは掛川駅の南側なので、駅の北側に出て駅前通りの二つ目の十字路を左折すると旧街道に出る。いよいよ出発だ。朝5時の天気は晴れ、少し肌寒いので、半袖シャツに長袖のパーカーを羽織った。しかしここでもナビを頼りに旧街道に出ようとしたが、住宅街に入っていき、なんとなく住宅街の中を回っている感じがした。20~30分の間ナビで正常なルートに戻ろうとしたが、方向感覚が狂ってしまった。犬の散歩していた地元の人に絵地図を見せて教えてもらった。10分ほどで旧街道に出た。
この近くには十九首塚と云う平将門と家臣19人の首実検が行われた場所がある。平将門は小生の自宅から30分ほどした常総市が出生地といわれ、ここを拠点に関東を治め、「平将門の乱」と云われる天皇に反旗を翻した豪族で、藤原秀郷の連合軍に坂東市 あたりの合戦で命を落したと云う。平将門の本を読み思い出していたが、今回の旅では観光はしないと決めていたので、通り過ぎて先を急いだ。2時間位して体が暖まってきたので、半袖シャツになり快調に歩く。ホテルから旧街道に出るのに戸惑ったので、予定より時間がかかった。ガイド本の地図を見ながら、自分の位置を確認、東名高速道路を交差した少し先に原野谷川をわたる同心橋がガイド本にあり、道が間違っていないことが確認できて一安心。断続的に続く松並木を後に七ツ森神社を右手にみて、袋井市の「東海道どまん中茶屋」を通過し、ひたすら歩き見附宿に向かう。見附宿天竜川の渡船業務を担う宿場であり、姫街道との追分でもあったので、多くの旅人で賑わったと云う。見附宿の姫街道の道標を左に曲がって、東海道の磐田駅に向かい駅手前で右に曲がって、天竜川に向かった。
あたりの合戦で命を落したと云う。平将門の本を読み思い出していたが、今回の旅では観光はしないと決めていたので、通り過ぎて先を急いだ。2時間位して体が暖まってきたので、半袖シャツになり快調に歩く。ホテルから旧街道に出るのに戸惑ったので、予定より時間がかかった。ガイド本の地図を見ながら、自分の位置を確認、東名高速道路を交差した少し先に原野谷川をわたる同心橋がガイド本にあり、道が間違っていないことが確認できて一安心。断続的に続く松並木を後に七ツ森神社を右手にみて、袋井市の「東海道どまん中茶屋」を通過し、ひたすら歩き見附宿に向かう。見附宿天竜川の渡船業務を担う宿場であり、姫街道との追分でもあったので、多くの旅人で賑わったと云う。見附宿の姫街道の道標を左に曲がって、東海道の磐田駅に向かい駅手前で右に曲がって、天竜川に向かった。東海道五十三次旅日記(15)
「日本橋から歩いて、今日で6日目です。京都の三条大橋まで歩いていきます。」と答えると二人ともに驚いた表情を浮かべた。「頑張ってください」と云われ、ここまで歩いて6日目。初めて行き交う人との短い会話だったが、妙に元気が出てきた。声を掛けてくれてありがとうと心の中で思った。非常事態宣言下では街中は別として行き交う人は本当にすくなかった。昼食はコンビニでおにぎり1個とスポーツ飲料2本を購入して、短い昼食をとった。この後は箱根峠、鈴鹿峠とともに東海道三大難所と云われた小夜の中山峠を越えて、急坂の二の曲りを下っていくと日坂宿に到着する。人の気配が全くない山道を日坂宿目指して歩いた。日坂宿は江戸期の町割りと旅籠が残る小さいながらも貴重な宿場町で、宿内は約700m、人口750人、旅籠は33軒あり、当時の面影を残している。日坂宿を通り、宿泊地の掛川宿に向かった。掛川宿は内助の功で有名な山内一豊が整備した城下町、そして宿場町である。足の運びは快調だ。目印の掛川駅近くの馬喰橋を通過すと、本日宿泊するホテル「スマイルホテル掛川」に向かい、17時に着いた。到着予定時間を1時間以上オーバーした。道の間違いを2回もして4~5km余計に歩いたのが影響した。チェックインしてバスタブに水を張り、足を冷やした。汗を流して、掛川駅近くの「ウナ専」という店で特上のうなぎを注文、ビールも頼んだ。東海道五十三次の旅で初めてビールを飲んだ。9時就寝。
東海道五十三次旅日記(14)

{kind=link}
6日目(4/30)金曜日 岡部宿出発
4時起床。6時半に食堂に行き、朝食を食べる。今日の日程は旅館を7時半に出発し、藤枝宿、島田宿、金谷宿、日坂宿を通って、掛川宿の東海道本線掛川駅近くの「スマイルホテル掛川」まで、40㎞9時間の予定だ。5日間の経験から1時間5kmで計算し、昼食と休憩で1時間をプラスするので、40㎞の場合出発時間に1時間を加えて、9時間見れば十分だ。15分ほど歩いて仮宿交差点を通り過ぎ、しばらくして旧街道に入るため、左折した。するとだんだん住宅街に入っていき、同じ所をぐるぐる回っている。ナビを見ても方向がつかめない。1時間ほど回り道をして国道1号線に出ることが出来た。藤枝宿の町に入り、ナビとガイド本の絵地図を見ながら、目印の藤枝市外れの勝草橋を渡り、道順に間違いがないか出来るだけ忠実に旧街道を歩いた。国道1号線の青木交差点を通っていくと、藤枝駅が近い。雨が降ってきたので、傘をさして線路沿いを1時間以上歩き、島田市に入った。島田市の御仮屋町の道標があり、国道1号線日本橋から208kmと記されていた。

東海道五十三次旅日記(13)
東海道五十三次旅日記
今朝電話で旅館に確認した時、バスで行くことを告げたら、旅館の女将さんらしき人が「藤枝市役所岡部支所で下車したら、郵便局が見える。その先のピンク色のペットショップの隣です」と教えてくれた。しかし郵便局が見えない。様子が違うと感じたので、ナビで「藤枝市役所岡部支所」のバス停を検索したら、15分くらいなので、傘をさして歩いていくことにした。しばらくすると郵便局が見えた。ピンク色のペットショップも見えた。隣が目的の旅館なので、安心した。しかし旅館の名前が違う。「きくや旅館」の看板が掛けてあった。ネットで調べても岡部宿近辺にホテル・旅館がないので、ガイド本にある岡部観光案内所に電話して、聞いたのが「つくや旅館」。目の前にあるのは「きくや旅館」でした。一般の家の玄関みたいなので、ブザーを鳴らした。女将さんがでて来た。電話に出た人の声だ。予約した名前を言って確認できた時はほっとした。案内所の方に聞いたとき「きくや旅館」を「つくや旅館」と聞き間違していた。出発の時から疑問に思っていたことがようやくとけた。ネットで探しても「つくや旅館」はヒットしなかった。チェックインをして案内されたのが7.5畳二間の畳部屋でした。旅装を解いて早速風呂に入った。家庭風呂の2倍くらいの大きさがあり、足を十分に延ばすことが出来た。翌日の道順の確認を行い準備が終わった。6時が夕食の時間だ。食事は部屋に順次運んでくれた。バランスのとれた料理で、大変美味しかった。ビジネスホテルだとフロントの人との会話がない。ここでは宿泊客は私一人、食事の給仕をしている短い時間ではあるが、話が弾んだ。女将さんは私と同い年、昔は30件近くの旅館が有ったが、今では自分のところだけになってしまったと屈託のない笑顔で話されたのが印象的だった。もう年なので辞めようかと思っているが、時々東海道旧道のツアーの予約が入るので、続けていると云っていた。ご主人は公務員でだいぶ前に定年退職され、週2~3日は会社の手伝いをしているとのこと、子供たちは成人して家庭を持ち、家を出て他所で独立しているとのことでした。東海道五十三次をスタートして毎日40㎞歩くと、太もも、ふくらはぎ、足裏が悲鳴をあげている。寝る前にいつものストレッチを行うが、畳部屋でやり易い。右足踵の右側面にマメができた。大きいバンドエイドで痛みを和らげる処置を施し、9時に就寝。
TEL : 0296-57-6151